<del id="mocyy"></del>

濟南市鴻慷機電設備有限公司位于交通便利的泉城濟南,是全球生產滾動軸承和直線運動產品的領導企業---德國舍弗勒集團在山東的授權代理商。公司專營舍弗勒集團旗下兩大品牌INA軸承和FAG軸承,是一家順應經濟發展需要而誕生的專業化新型高端軸承公司。多年來一直從事軸承的銷售和售后技術支持,在機械行業技術方面有著非常豐富的經驗,今天濟南鴻慷機電進口軸承專家為大家介紹一下精密機床主軸軸承早期失效分析。

摘 要:主要從剝落、異常磨損、燒傷等幾個方面介紹了精密機床主軸軸承常見的失效形式,對軸承早期失效的成因進行了分析,并針對這幾種失效方式提出了預防措施。
關鍵詞:主軸軸承;失效;剝落;異常磨損;預載荷
精密機床主軸軸承的運轉精度要求較高,因此在正常使用過程中,一般將軸承的精度壽命作為其基本額定使用壽命,即軸承能保持其穩定精度的工作時間。為保證機床精度,本公司通常建議每1500h左右對精密機床主軸軸承進行維護更換,即認為軸承精度壽命應在1500h左右。對于未達此壽命的主軸軸承,均可認為其出現了早期失效。通過對早期失效軸承的分析,希望能夠找出引起軸承失效的不良因素,提出改進措施,從而延長軸承使用壽命。
1 主要失效形式
精密機床主軸軸承失效主要以剝落和異常磨損2種形式出現,此外還有燒傷、軸承破損及銹蝕等失效形式。對于各類失效形式單獨討論,有助于揭示軸承早期失效的誘因,以便提出針對性的解決方法。
1.1異常剝落
異常剝落多發生于軸承使用中期甚至是早期,與疲勞剝落形成原因相比,異常剝落多是由于安裝不當、潤滑不良、選型和預載荷不當及承受載荷過大等因素引起。分析此類剝落形成原因可獲得機床整體信息。下面介紹幾種常見的異常剝落。
(1)圖1為角接觸球軸承剝落出現在溝道非正常工作面。軸承正常工作時,其滾動接觸面固定,非工作面不存在接觸,因而不會發生剝落。而現場發現軸承溝道非正常工作面出現了剝落,懷疑這是軸承在安裝時不對中,或主軸的翹曲度過大以及軸承座加工精度不良所致。

圖1不對中造成的軸承剝落
(2)圖2為受到沖擊載荷后,軸承溝道出現壓痕引起剝落。圖2a中軸承套圈溝道出現球形壓痕,痕跡較為光亮,其分布間距與鋼球間距相同,因而可判斷此壓痕為鋼球受到外界沖擊載荷(如軸承安裝時鋼球受力過大)與溝道面接觸所致,通常稱這種壓傷為布氏壓痕。在溝道面出現壓痕后,軸承轉動時,鋼球每滾過一個壓痕就產生一次沖擊,對壓痕產生一次碾壓作用。外載荷越大,碾壓力就越大,在短時間內,壓痕就會產生片層狀的疲勞剝落。圖2b為布氏壓痕導致的剝落。
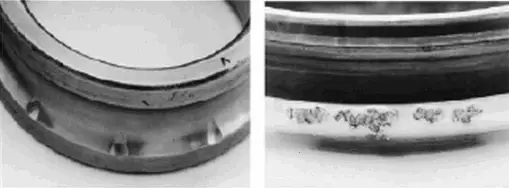
圖2沖擊載荷造成的軸承失效
(3)配對使用的角接觸球軸承,若在其壽命早期,溝道工作面就出現疲勞剝落,除懷疑軸承鋼材內部非金屬夾雜和組織不均勻等問題外,還應對配對軸承預加載荷進行分析,過大的預加載荷同樣會造成軸承早期疲勞剝落。此外,對單套軸承出現早期疲勞剝落也應綜合分析,確定是否存在軸承承受載荷過大的問題。
1.2異常磨損
1.2.1潤滑不良
圖3是良好潤滑條件下的光亮軌跡,軌跡較為清晰。圖4為不良潤滑工作條件下的套圈工作軌跡,整個運行軌跡顏色昏暗,極為粗糙。放大后可以看到,整個磨損區域由密集的麻點構成,表明此時溝道上已經出現了表層剝落,通常將其歸類為點蝕。因軸承工作時除了滾動外,還不可避免地出現相對滑動,潤滑油膜的作用就是將鋼球與溝道面隔開,降低因摩擦引起的疲勞剝落。大面積點蝕的出現,說明在工作中,鋼球與套圈之間油膜不足以將兩者隔離,鋼球與溝道面直接接觸,從而出現早期疲勞剝落。
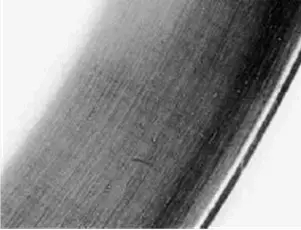
圖3良好脂潤滑條件下套圈的工作軌跡
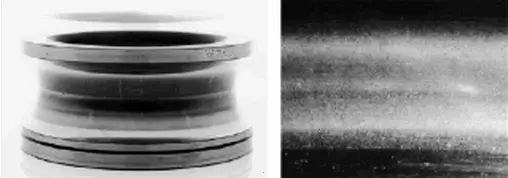
圖4良脂潤滑條件下套圈的工作軌跡
1.2.2微動磨損
圖5中軸承套圈內徑面上出現紅褐色磨損痕跡,且存在紅褐色粉末。因軸承內徑與軸之間為過盈配合,工作時軸承內圈與軸同步旋轉,正常情況下兩者之間相對運動量極小,可認為基本處于相對靜止狀態。但是當過盈量不足時,軸承內圈與軸之間會出現相對反復的微小滑動,通常稱這種因微小滑動引起的磨損為微動磨損。微動磨損中出現紅褐色金屬屑,說明原本因法向壓力而處于粘著狀態的兩接觸面,因為微小滑動使粘著區被破壞,有金屬顆粒從零件表面被拉拽下來或表面被擦傷,引發粘著磨損。粘著磨損中出現的磨粒又引發磨粒磨損,造成套圈內徑沿滑動方向出現劃痕。因而微動磨損可認為是由粘著磨損和磨粒磨損共同作用形成。
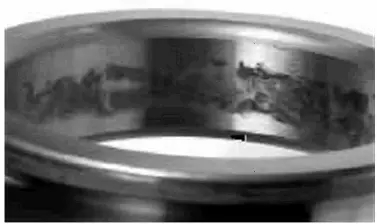
圖5軸承內徑微動磨損
1.2.3蠕動
圖6為內圈端面發生蠕動的結果。蠕動多為軸承配合面上出現間隙,導致兩配合面圓周方向發生相對滑動,使配合面上產生磨損。發生蠕動的配合面上呈現鏡面狀的光亮色或暗淡色,蠕動部位與零件原表面有明顯區別。

圖6內圈端面蠕動
1.2.4偽布氏壓痕
分析軸承早期失效時會在溝道面上發現圖7中所示的壓痕,其外觀與布氏壓痕類似,但是仔細觀察會發現壓痕附近有軸向劃痕,且壓痕特別粗糙,通常將這種壓痕稱為偽布氏壓痕。此類壓痕造成的軸承失效多為機床調試完畢,運達用戶處發現或機床停機后再啟動時發現,故根據其產生的時間段分析,可以排除因軸承安裝時外力敲擊所致。此類壓痕應是在機床靜止時產生,即當機床靜止時,若受到振動,將導致機床部件在滾動接觸區的微小運動,使機床部件進入微動磨損的狀態,隨著振動持續,微動磨損進一步發展,最終會形成偽布氏壓痕。
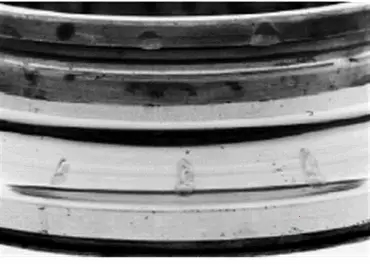
圖7偽布氏壓痕
1.3燒傷
燒傷是主軸軸承最容易判斷的一種失效形式,一旦出現套圈、鋼球變色,均可認為軸承發生燒傷,處于報廢狀態。圖8為一組軸承燒傷照片,其中保持架(材料為酚醛層壓布管)已經斷裂,溝道面及鋼球均已嚴重變色。軸承運轉過程中,溫度依次為鋼球最高,內圈次之,外圈最低,故鋼球變色最為嚴重,因高溫而碳化損傷。造成燒傷的主要因素為軸承預加載荷過大,潤滑冷卻不良以及安裝不當等。

圖8軸承燒傷
1.4其他失效形式
精密機床主軸軸承早期失效形式還有破損、裂紋及銹蝕等。
破損主要是由于安裝不當,過大的沖擊載荷導致軸承零件損傷。
裂紋主要是由過大的沖擊載荷、過大的過盈量以及內部裂紋和剝落的擴展所致。而剝落的擴展可能導致軸承斷裂。
銹蝕主要由潮濕環境及防銹不當引起,微動磨損也能造成軸承銹蝕。
2 解決措施
對于軸承的早期失效,可以從以下幾個方面入手:
(1)正確選型,合理設計。避免因過載等原因造成軸承失效。
(2)正確地安裝,避免在安裝時滾動體受力過大。
(3)良好的潤滑,選擇黏度適合的潤滑脂,并嚴格控制填脂量。一般推薦注脂量占軸承自由空間的15%~25%。
(4)檢查軸承安裝相關部件,保證軸承工作時處于均勻受力狀態。
(5)對配對使用的軸承,應選擇合適的預緊力。
(6)定期維護,及時更換達到使用壽命的軸承。
3 結束語
通過上述幾種常見的機床主軸軸承早期失效形式,可以看出造成軸承失效的原因是多方面的。只有對失效進行認真分析,才能準確地找出原因,并提出相應的改進措施,最終達到延長軸承使用壽命的目的。
如果您對山東進口軸承、FAG軸承、INA軸承感興趣或者有疑問的話,請點擊聯系我們網頁右側的在線客服,或致電:400-086-9890,山東進口軸承供應商——您全程貼心的采購顧問。
——責任編輯:濟南鴻慷機電設備公司01銷售顧問
版權所有www.kan51.cc(濟南鴻慷)轉載請注明出處


















